Гибка оцинкованного листа: практическое руководство
Компания «МСК МЕТАЛЛ» ежедневно работает с оцинкованной сталью и знает: аккуратная гибка — это не только про размер и угол, но и про сохранность цинкового слоя. Ниже — краткое, но насыщенное практикой руководство, которое поможет получить чистый радиус без «надрывов» покрытия и лишних затрат.
Особенности оцинкованной стали при гибке
Оцинковка защищает сталь от коррозии, но покрытие чувствительно к локальным растяжениям. Чем меньше внутренний радиус гиба и чем толще лист — тем выше риск микротрещин и осыпания цинка по линии сгиба. Важно:
- выбирать инструмент с достаточным радиусом пуансона;
- гнуть поперёк направления прокатки при критичных радиусах;
- учитывать упругое пружинение (обычно 2–4°), закладывая корректировку угла.
Подготовка: разметка, кромки, защитная плёнка
- Разметка. Используйте тонкий несмываемый маркер по чистой поверхности, избегайте кернения в зоне будущего сгиба — вмятины становятся концентратором напряжений.
- Кромки. Снимите острые заусенцы и микрориски абразивом «тонкого зерна» — неровная кромка провоцирует трещины при гибе.
- Плёнка. Если на листе есть заводская защитная плёнка, не снимайте её до конца операции — она уменьшает риски царапин и «засаливания» цинка. Снимайте локально лишь в местах, где это мешает прижиму.
Радиус и угол: как рассчитать
Для точной разметки длины развертки учитывают добавку на гиб. Приближённо для угла 90°:
- Добавка на гиб, мм ≈ (π/2) × (Rвн + K × t),
где Rвн — внутренний радиус, t — толщина, K — коэффициент положения нейтрального слоя (для оцинковки обычно 0,35–0,45 из-за покрытия).
При острых/тупых углах множитель меняется пропорционально углу в радианах. Если важна высокая точность — выполните пробный гиб и скорректируйте K по факту.
Минимальный внутренний радиус для типовых толщин
Вариативность связана с маркой, типом цинкового слоя и направлением прокатки. Практически безопасные ориентиры для холодной гибки:
- 0,5–0,7 мм: Rвн = 0,7–1,0 t
- 0,8–1,0 мм: Rвн = 1,0–1,5 t
- 1,2–1,5 мм: Rвн = 1,5–2,0 t
- 2,0 мм: Rвн = 2,0–2,5 t
- 2,5–3,0 мм: Rвн = 2,5–3,0 t
Если требуется меньший радиус — рассматривайте поэтапную гибку, подогрев (по согласованию с требованиями покрытия) либо конструктивную замену узла.
Способы: ручной способ и на листогибе
Ручной способ (тиски + прижимные планки):
Подходит для тонких листов (до ~0,8–1,0 мм) и мелких деталей. Обязателен широкий прижим, плавное усилие, деревянные/резиновые прокладки. Контролируйте радиус — острые кромки инструмента недопустимы. Плюсы — мобильность и низкая стоимость; минусы — вариативность угла и риск «сломать» покрытие.
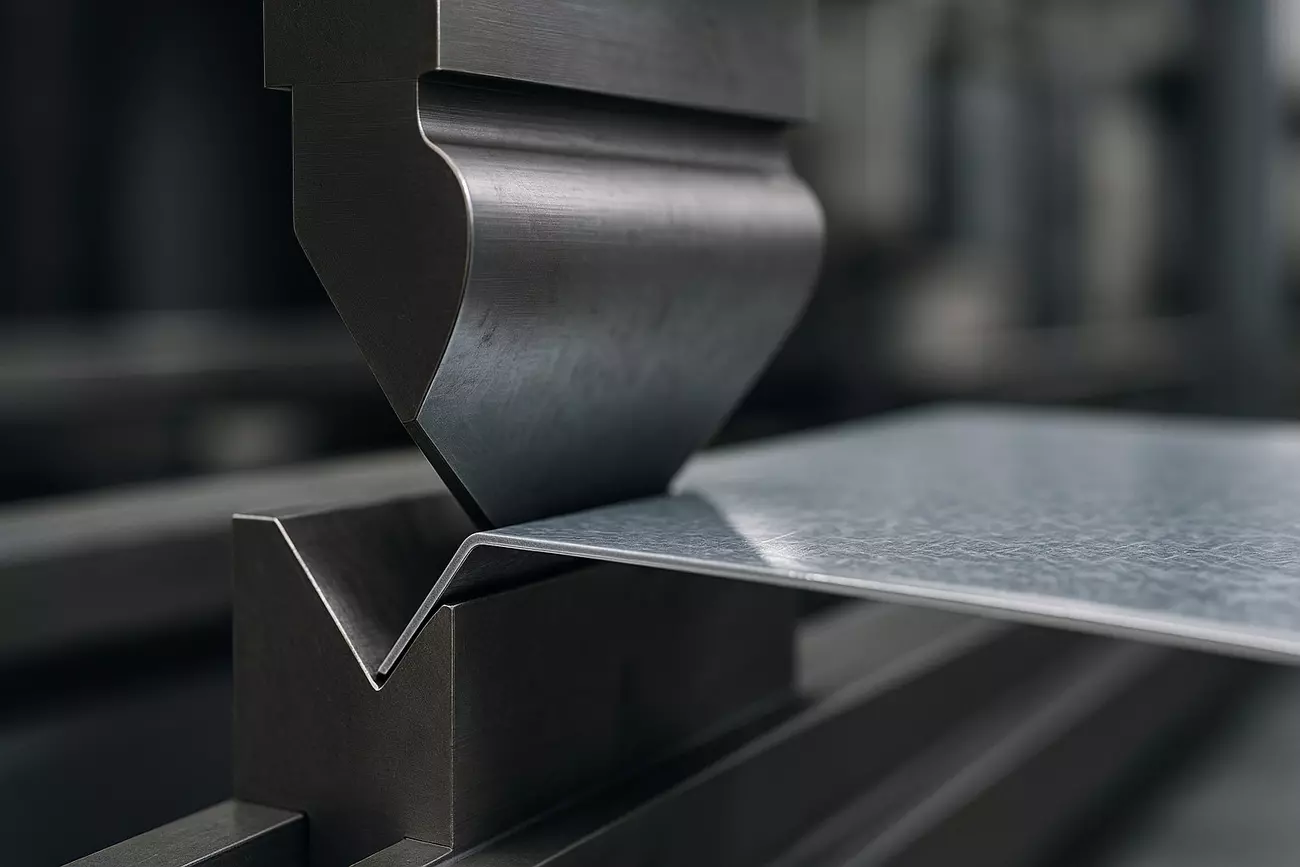
Промышленный листогиб (поворотный/пресс-листогиб):
Оптимален для толщин от 0,8 до 3 мм и серийности. Подбирают матрицу и пуансон с нужным рабочим радиусом, регулируют прижим и позиционирование заднего упора. Преимущества — повторяемость, точная геометрия, контролируемое пружинение, минимальные следы на покрытии при верном подборе инструмента.
После гибки: обработка линии сгиба, антикоррозия
- Осмотр. Проверьте линию на микротрещины и потёртости. Свет под острым углом поможет заметить дефекты.
- Восстановление покрытия. Зоны с нарушением цинка обработайте цинконасыщенным грунтом/«холодным цинком» (массовая доля цинка не ниже 90% в сухом остатке). Нанесите два тонких слоя с межслойной сушкой.
- Пассивация/лакировка. В агрессивной среде дополнительно применяйте пассивирующие составы либо прозрачные защитные лаки по цинку.
- Кромки. Герметизируйте открытые торцы, если они будут контактировать с влагой и солями.
Ошибки и как их избежать
- Слишком малый радиус. Ведёт к «кракелюру» покрытия. Выбирайте Rвн по таблице, увеличивайте в сторону большего при сомнениях.
- Гибка вдоль прокатки при предельных радиусах. Перенаправляйте деталь и гните поперёк волокон.
- Острый пуансон/узкая матрица. Используйте инструмент с рабочим радиусом и раскрытием, соответствующим толщине.
- Пружинение без компенсации. Задавайте угол с учётом «отпружинивания» (добавляйте 2–4°).
- Снятая раньше времени плёнка. Оставляйте защиту до окончания гибки, особенно на лицевой стороне.
- Грязь и заусенцы. Любые частицы под прижимом оставят вмятины и сдерут цинк. Обязательна чистка и шлифовка кромок.
- Нет локального ремонта. Любое оголение стали — точка коррозии. Сразу закрывайте дефект цинконасыщенным составом.
- Игнорирование проб. Для ответственных деталей делайте тестовую гибку на обрезке того же рулона — это экономит время и материал.
Если вам нужна стабильная геометрия, аккуратная кромка и сохранный цинковый слой, доверьте гибку оцинкованного листа специалистам «МСК МЕТАЛЛ». Мы подберём инструмент, рассчитаем развертку, учтём пружинение и обеспечим долговечную защиту от коррозии — без сюрпризов на монтаже.
Услуги

- Радиусная гибка металла от 30 ₽ / метр
- Вальцовка металла от 200 ₽ / метр
- ЧПУ гибка металла от 20 ₽ / гиб
- Гибка нержавейки от 30 ₽ / гиб
- Гибка алюминия от 25 ₽ / гиб
- Гибка оцинковки от 20 ₽ / гиб
- Гибка толстого металла от 45 ₽ / гиб
- Гибка швеллера от 300 ₽ / метр
- Гибка уголка от 150 ₽ / метр
- Гибка двутавровой балки от 500 ₽ / метр
- Гибка отливов от 15 ₽ / гиб





