От чего зависит качество кромки после лазерной резки
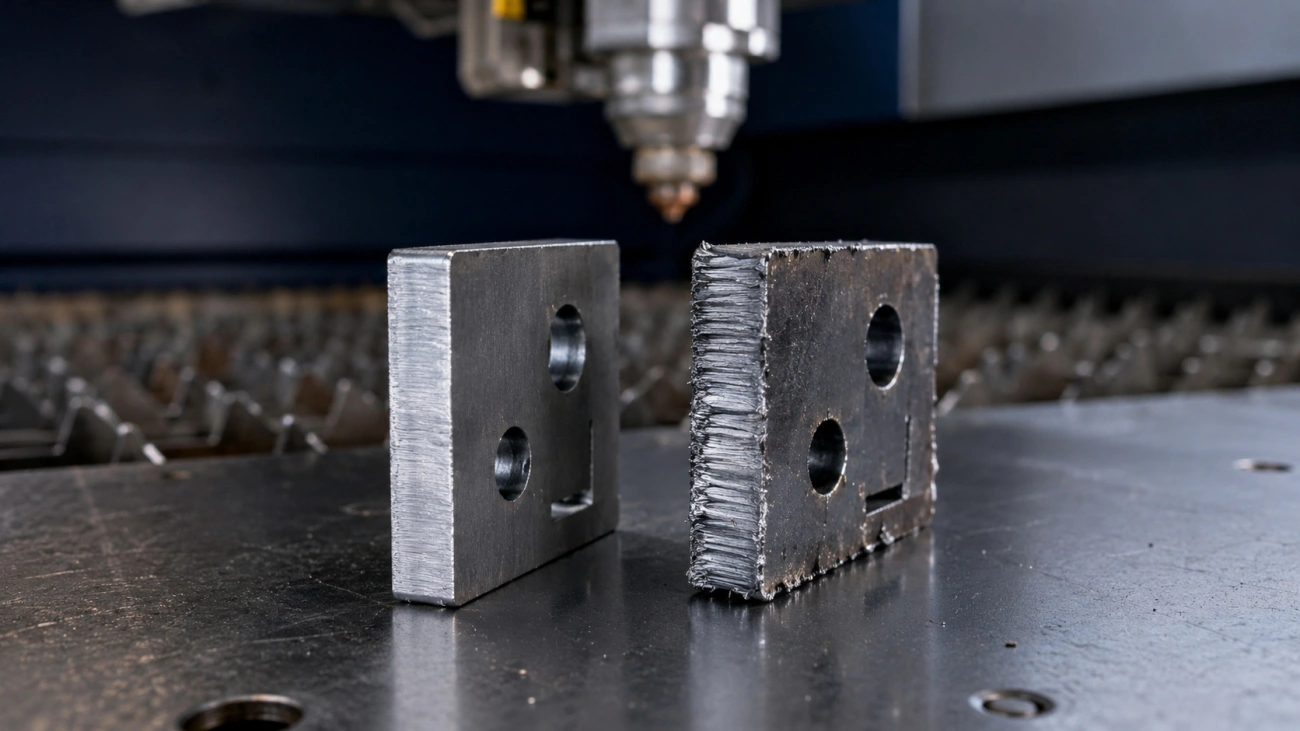
Кромка после лазерной резки может выглядеть аккуратно и при этом не соответствовать задаче. Для сварной заготовки важны перпендикулярность стенки и отсутствие плотного грата. На декоративной панели оценивают цвет и равномерность поверхности. Если деталь предстоит гнуть, особое внимание уделяют надрезам и заусенцам рядом с линией деформации.
Качество реза определяют по совокупности признаков. Сначала проверяют геометрию стенки и состояние краёв. Затем оценивают шероховатость, направление полос и наличие окисления. Отдельно учитывают зону термического влияния и требования следующей операции. Принцип процесса и роль сфокусированного луча подробнее разобраны в материале о физике лазерной резки металла.
Из чего складывается качество среза
Шероховатость поверхности реза
Шероховатость показывает выраженность микрорельефа на стенке реза. Грубые борозды заметны визуально, однако числовое требование проверяют профилометром. В зависимости от задачи в документации задают Ra, Rz либо согласованный образец поверхности.
Условие контроля должно быть однозначным. В техническом задании указывают измеряемый показатель и участок кромки. Там же фиксируют метод проверки. Без этого результаты двух измерений могут оказаться несопоставимыми.
Поверхность по высоте листа формируется неодинаково. В верхней зоне воздействие луча обычно стабильнее. Ближе к нижней кромке сильнее проявляются движение расплава и действие газовой струи. Поэтому замер только сверху способен дать слишком благоприятный результат. Для ответственной детали выбирают несколько уровней либо заранее назначают контрольную зону.
Полосы и бороздки на кромке
Полосы связаны с движением фронта плавления и удалением расплава из канала реза. Ровный мелкий рисунок сам по себе не указывает на брак. Проблема возникает, когда направление линий резко меняется или борозды становятся глубокими. Локальный наплыв и ухудшение поверхности к нижнему краю также указывают на нестабильный режим.
Последовательность проверки проста: сравнивают рисунок по всей высоте, находят участок изменения и сопоставляют его с параметрами реза. Если нижняя зона заметно грубее верхней, проверяют удаление расплава и работу газовой струи.
Окисление и цвет кромки
Цвет кромки определяется материалом и применяемым газом. Влияние оказывает и тепловой режим. При кислородной резке конструкционной стали образуется оксидный слой. Если деталь предназначена под окраску или сварку, в задании фиксируют необходимость удаления окалины. Другой вариант - сразу потребовать кромку без выраженного окисления.
При резке нержавеющей стали или алюминия азотом обычно стремятся получить светлую поверхность. Потемнение и цвета побежалости оценивают с учётом внешнего вида детали. Для изделий, работающих в коррозионной среде, дополнительно учитывают состояние защитного слоя.
Изменение цвета не всегда означает брак. Решение зависит от назначения изделия и последующей обработки. Критерий приёмки должен быть указан до запуска партии.
Верхняя и нижняя кромка
Скругление и оплавление сверху
Верхний край первым воспринимает энергию луча. Если тепловложение избыточно, край начинает округляться. Аналогичный результат возможен при неподходящем положении фокуса или замедлении на контуре. Чёткость границы при этом снижается.
На наружном контуре скругление меняет размер детали. У небольшого отверстия оно способно повлиять на посадку. Поэтому верхнюю кромку проверяют вместе с фактическим размером элемента.
Заусенец и грат снизу
Состояние нижнего края показывает, насколько полно расплав был удалён из канала. Лёгкий заусенец обычно снимается простой механической обработкой. Плотный наплыв требует проверки режима, поскольку зачистка только устраняет видимое последствие и увеличивает трудоёмкость партии.
При плотном граде сначала оценивают энергию на единицу длины. Затем проверяют скорость реза и положение фокуса. Если параметры соответствуют карте режима, переходят к контролю газовой струи.
Расчётная модель относительной высоты грата: kг = hг / t × 100%.
Здесь hг - измеренная высота грата, t - толщина листа. Показатель позволяет сравнивать образцы разной толщины. Нормативным пределом эта формула не является. Допустимую высоту задают в чертеже, технических условиях либо по утверждённому эталону.
Почему кромки различаются
Расплав проходит через всю толщину листа, поэтому условия сверху и снизу различаются. По мере движения вниз газовая струя расширяется, а её воздействие на расплав меняется.
Если сопло смещено относительно луча, дефект сильнее проявляется в нижней части. Похожий результат даёт неверный рабочий зазор. Загрязнённая оптика также снижает устойчивость процесса. Поэтому при одностороннем граде сначала проверяют нижнюю зону, затем состояние головки.
Как оценивают срез объективно
Визуальный контроль и образцы-эталоны
Визуальный контроль требует воспроизводимых условий. Освещение должно оставаться одинаковым. Для мелких дефектов применяют увеличение. Результат сравнивают с утверждённым эталоном.
Образец подбирают под конкретный материал и толщину. Также учитывают применяемый газ. Нержавеющую сталь после азотной резки нельзя сопоставлять с кислородным резом конструкционной стали: механизм окисления и внешний вид поверхности различаются.
Измерение шероховатости и перпендикулярности
Шероховатость проверяют профилометром в назначенной зоне. Для оперативной оценки перпендикулярности используют угольник со щупом. При жёстком допуске применяют профильный проектор либо координатно-измерительную машину.
Упрощённая расчётная модель наклона кромки: α = arctan(u / t).
Здесь u - боковое отклонение стенки между верхом и низом одной кромки, t - толщина листа. Формула переводит линейное отклонение в угол. Для приёмки используют тот метод, который зафиксирован в документации на изделие.
Что фиксировать в требованиях к детали
| Параметр | Как задать | Чем проверить | Зачем контролировать |
|---|---|---|---|
| Грат | Предельная высота либо утверждённый образец | Щуп, индикатор или визуальное сравнение | Плотный грат мешает посадке детали и создаёт риск травмирования; перед гибкой его обычно удаляют |
| Шероховатость | Параметр Ra или Rz с указанием зоны | Профилометр | Результат определяет необходимость дополнительной обработки |
| Перпендикулярность | Линейный допуск либо согласованный класс | Угольник со щупом, проектор или КИМ | Отклонение меняет посадку; в сварном соединении оно влияет на ширину зазора |
| Окисление | Допустимость оксидной плёнки и цветовых изменений | Осмотр по эталону или проба покрытия | Оксидный слой способен ухудшить адгезию и подготовку под сварку |
| Зона термического влияния | Предельная ширина либо требование к обработке | Металлография, измерение твёрдости или согласованный производственный метод | Контроль нужен для нагруженных деталей, а также для изделий под последующую гибку или работу в коррозионной среде |
Если требования связывают с ISO 9013, в документации указывают конкретные показатели приёмки. Формулировка «рез по ISO» остаётся неопределённой, поскольку стандарт охватывает несколько характеристик кромки.
Типовые дефекты кромки
Прижоги и оплавление контура
Прижог проявляется потемнением поверхности или окалиной. В тяжёлом случае появляется наплыв и меняется геометрия контура. Причиной часто становится избыточное тепловложение.
Если дефект локальный, проверяют траекторию в этой зоне. Возможна задержка движения или повторный проход луча. Следующим этапом оценивают точку врезки и состояние поверхности заготовки. На тонком листе перегрев дополнительно вызывает коробление вокруг небольших контуров.
Непрорез и залипание грата
Непрорез возникает, когда канал не сформирован по всей толщине. В другом случае расплав повторно соединяет кромки после прохождения луча. Деталь при этом приходится выбивать из листа.
Проверку начинают с плотности мощности и скорости движения. Затем контролируют положение фокуса. Если режим рассчитан верно, оценивают давление газа, состояние сопла и рабочий зазор.
При повторяющемся непрорезе запуск партии останавливают. Выбивание повреждает детали, а поднявшийся фрагмент может столкнуться с режущей головкой.
Неровный вход-выход луча
Точка врезки оставляет локальный след. Поэтому её размещают вне функциональной поверхности либо выводят в технологический отход. На небольшом отверстии след способен стать основным источником отклонения формы.
Файл для резки должен содержать замкнутые контуры без наложенных линий. Вспомогательную графику из файла удаляют. Требования к геометрии исходных данных собраны в статье о подготовке DXF для лазерной резки.
Ошибка контура иногда выглядит как сбой станка, хотя её причина заложена ещё на этапе подготовки задания. Поэтому геометрию файла проверяют до анализа режима реза.
Как параметры влияют на кромку
Скорость, мощность, фокус
Качество зависит от количества энергии, приходящейся на единицу длины. При чрезмерной скорости нижняя часть реза получает недостаточно тепла. В результате появляется непрорез либо плотный грат.
Если скорость слишком мала, зона нагрева расширяется. Верхний край округляется, а объём расплава возрастает. Простое повышение мощности проблему не решает: остальные параметры режима должны соответствовать новой плотности энергии.
Давление и чистота газа
Газ удаляет расплав из канала и защищает поверхность реза. В кислородной технологии он также участвует в реакции. При недостаточном расходе расплав задерживается в нижней зоне.
Если давление нестабильно, рисунок полос меняется по контуру. Одновременно может появляться локальный грат. Загрязнение газа особенно заметно при требованиях к светлой кромке без окисления.
Состояние сопла и оптики
Отверстие сопла должно сохранять правильную форму. Также требуется соосность газовой струи и луча. После удара сопло может отклонить поток, из-за чего одна сторона контура режется хуже другой.
Загрязнённое защитное стекло поглощает часть энергии. По мере нагрева стабильность режима снижается. Дефект развивается постепенно: первые детали остаются приемлемыми, затем качество кромки ухудшается.
Кромка под последующие операции
Под сварку: чистота и геометрия
Для сварки требуется стабильная линия стыка. Конусность меняет зазор по толщине. Плотный грат мешает правильному базированию деталей.
Окалина и поверхностные загрязнения способны нарушить формирование шва. Поэтому требование «без зачистки» подтверждают пробной сборкой. Такая проверка особенно важна для толстого листа и длинных соединений.
Под покраску и гальванику
Покрытие требует чистой поверхности с воспроизводимым состоянием кромки. Оксидный слой после кислородной резки может отслаиваться вместе с краской. На острой вершине грата слой покрытия получается тоньше.
Перед окраской кромку очищают. Затем снимают опасную остроту и выполняют подготовку по принятой технологии покрытия. Конкретный маршрут зависит от требований к внешнему виду и защите от коррозии.
Когда нужна доработка кромки
Доработку назначают, если дефект мешает сборке или превышает установленный допуск. Ещё одна причина - опасная острота кромки. Для деталей под покрытие учитывают состояние поверхности после зачистки.
В зависимости от дефекта применяют щёточную обработку либо шлифование. Заусенец снимают до согласованного уровня. Лицевую поверхность при этом защищают от новых царапин.
Если деталь после резки поступает на гибку, требования к кромке согласуют в составе общего маршрута. То же правило действует перед сваркой и окраской. Такая последовательность предусмотрена в услуге лазерной резки и гибки металла.
Как задать требования к кромке в задании
Класс кромки и допустимый заусенец
Фраза «чистый рез» не задаёт измеримого критерия. В задании сначала фиксируют материал и толщину. Затем отмечают функциональные поверхности и предельную высоту грата. Отдельно указывают необходимость притупления и метод контроля.
Для повторяемой партии полезен согласованный эталон. Им может быть утверждённая фотография либо физический образец. Такой подход снижает риск разных трактовок при приёмке.
Практический пример. Для листа толщиной 6 мм допустимая высота грата составляет 0,15 мм. По расчётной модели относительное значение равно 0,15 / 6 × 100% = 2,5%.
На первой детали измерено 0,28 мм, что соответствует примерно 4,7%. Параметр превышен, поэтому серию не запускают. Сначала проверяют состояние сопла. Затем оценивают подачу газа и корректность фокусировки. Новый режим подтверждают на следующем образце.
Ограничение окисления и ЗТВ
Для детали под окраску в задании фиксируют допустимость оксидного слоя. При необходимости сразу указывают способ его удаления. Такое же требование может понадобиться перед сваркой или гибкой малого радиуса.
Метод контроля зоны термического влияния задают только при реальной критичности её свойств. Это относится к нагруженным изделиям и деталям, работающим в коррозионной среде. Без заранее согласованного критерия спор о ширине изменённого слоя после изготовления останется субъективным.
Производственная ситуация. На пробной детали из листа толщиной 10 мм профильный контроль показал боковое отклонение стенки u = 0,18 мм. По упрощённой модели α = arctan(0,18 / 10) ≈ 1,03°.
Если сборочный зазор рассчитан на меньший наклон, технолог корректирует режим и выполняет повторный рез. Когда результат укладывается в требования сборки, измеренное значение фиксируют как согласованный критерий приёмки.
Что уточнить у технолога заранее
- Какой газ требуется с учётом следующей операции.
- Где допустимо расположить точку врезки.
- Какую высоту грата принимают без механической доработки.
- Требуется ли светлая кромка без оксидной плёнки.
- На каком участке измеряют шероховатость.
- Как контролируют перпендикулярность стенки.
- Нужен ли образец первой детали перед запуском серии.
- Как защитить кромки и лицевые поверхности при упаковке.
Приёмка становится воспроизводимой, когда требования заданы измеримыми величинами. Сначала фиксируют исходный материал и толщину. Затем определяют допустимый грат и геометрию стенки. Требования следующей операции включают в то же задание.
Такой порядок сокращает объём лишней зачистки. Одновременно снижается риск проблем при сварке или нанесении покрытия. Результат партии можно проверить по заранее согласованным признакам.
Услуги

- Радиусная гибка металла от 30 ₽ / метр
- Вальцовка металла от 200 ₽ / метр
- ЧПУ гибка металла от 20 ₽ / гиб
- Гибка нержавейки от 30 ₽ / гиб
- Гибка алюминия от 25 ₽ / гиб
- Гибка оцинковки от 20 ₽ / гиб
- Гибка толстого металла от 45 ₽ / гиб
- Гибка швеллера от 300 ₽ / метр
- Гибка уголка от 150 ₽ / метр
- Гибка двутавровой балки от 500 ₽ / метр
- Гибка отливов от 15 ₽ / гиб





