Вальцовка металла: объяснение для заказчика
Вальцовка листового металла — это формообразование листа на валках с получением цилиндров, колец, конусов и обечаек. Процесс кажется простым: металл «прокатывают» между валками, он принимает нужную кривизну. На практике результат определяется десятками факторов: от жесткости листа и настроек станка до качества кромок и калибровки после сварки. Ниже — коротко и по делу, чтобы вы точно понимали, когда вальцевание листа выгодно, а когда стоит выбирать другую технологию.
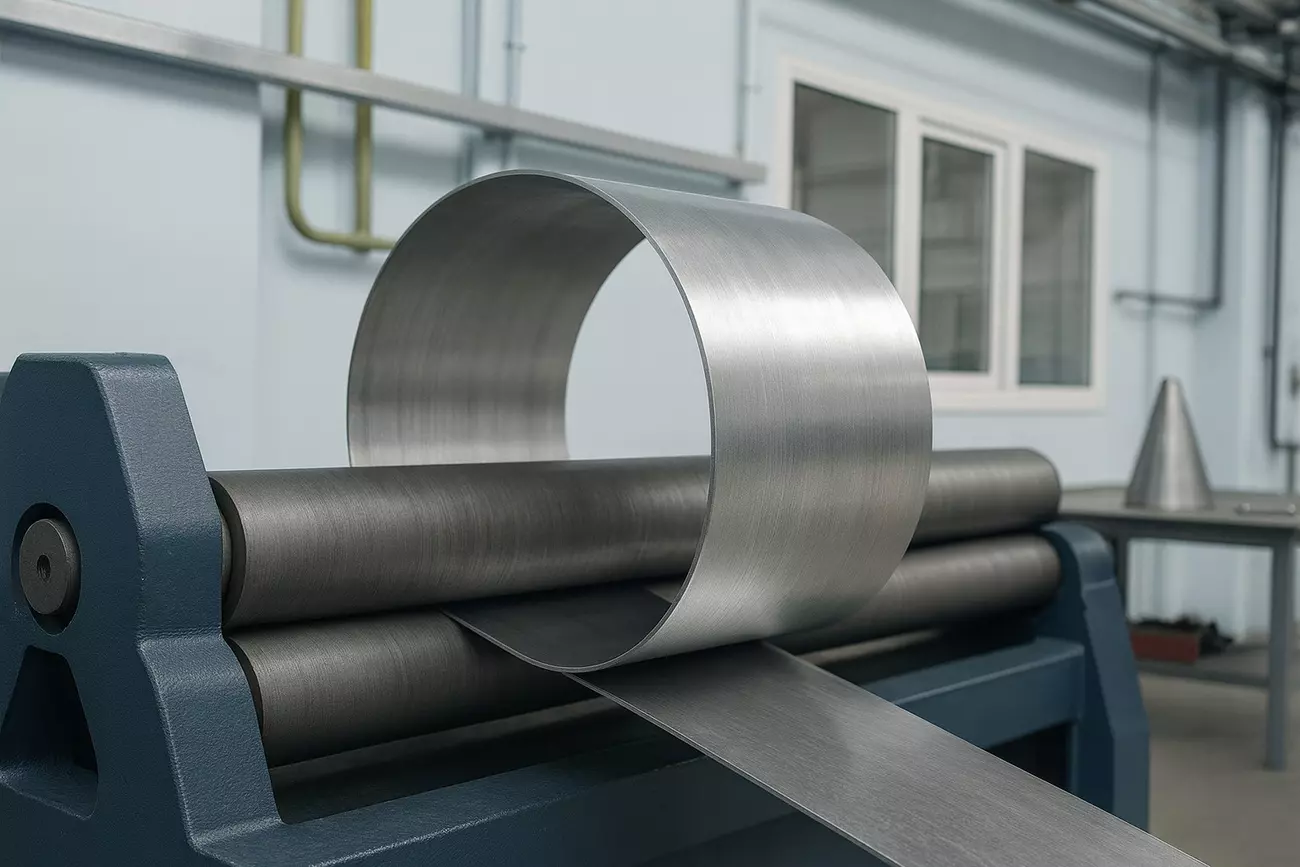
Принцип и оборудование
В основе — три или четыре приводных валка. Заготовку подают между валами, изменяя прижим и положение боковых валков, добиваются требуемого радиуса.
Типовые решения:
-
Трёхвалковые универсальные станки: подходят для большинства задач, в том числе для тонких и средних толщин.
-
Четырёхвалковые — удобны предварительным загибом кромок: кромы подгибаются сразу на станке, что уменьшает «плоские участки» и улучшает стыковку кромок перед сваркой.
-
Асимметричные — позволяют точнее контролировать подгиб кромки и радиус начала.
-
Оснастка и приемы: конические насадки для конусов, прижимные планки, калибровочные проходы после прихваток. Для нержавеющей стали и окрашенного листа применяют защитные прокладки, чтобы избежать вкатанных рисок.
Итоговое качество определяется сочетанием: правильной последовательности проходов, подгиба кромок, равномерности подачи и учетом упругого пружинения материала.
Минимальные и максимальные радиусы
Что влияет на радиус: толщина листа, марка стали (предел текучести), ширина детали, диаметр верхнего валка и жесткость станка.
Практические ориентиры:
-
Минимально достижимый диаметр обычно ограничен конструкцией: как правило, он близок к диаметру верхнего валка и выше его на 10–50% в зависимости от материала и требуемой точности.
-
Для холодной вальцовки углеродистых сталей часто используют диапазон ориентировочных значений: диаметр готового цилиндра порядка 25–60 толщин листа. Чем материал прочнее (нержавеющая сталь, высокопрочные марки), тем больше требуется диаметр.
-
Максимальный радиус практически не ограничен — вплоть до «почти плоских» заготовок; в таких случаях рационально переходить к гибке на оправке или сегментной схеме.
Важно: точные радиусы вальцовки рассчитываются по чертежу с учетом конкретного станка. Для изделий после сварки учитывается компенсирующая калибровка.
Типичные изделия и точность
Что изготавливают в вальцовке:
-
обечайки для резервуаров, теплообменников, циклонов и кожухов;
-
цилиндрические и конические детали вентиляции и дымоудаления;
-
кольца, сегменты труб больших диаметров, заготовки для барабанов, кожухов и силосов.
Точность задают допусками в задании:
-
диаметр (или средний диаметр) — по согласованному полю допуска;
-
овальность (эллипсность) — обычно в долях процента от диаметра;
-
прямолинейность образующей — в мм на метр;
-
ширина «плоских» участков у кромок после подгиба — минимизируется за счет правильной последовательности проходов и выбора станка (четырёхвалковая схема даёт преимущество).
Чем толще лист и меньше диаметр, тем важнее предварительный загиб кромок и калибровочные проходы после прихваток.
Сравнение с гибкой по времени и цене
Когда вальцевание листа выгодно:
-
при необходимости получить равномерную кривизну по всей длине детали — цилиндры, конусы, обечайки;
-
при серийности: один раз настроили — дальше стабильно держим размер;
-
при крупногабаритных изделиях: вальцы позволяют формовать большие радиусы быстрее, чем ступенчатая гибка.
Когда логичнее гибка на листогибе:
-
для ломаных профилей (Г-, Z-, П-образных), полок и коробов;
-
для малых радиусов на локальных участках или при необходимости точной геометрии фасонного профиля.
Что формирует стоимость:
-
толщина, марка и формат листа;
-
требуемый диаметр/радиус и длина образующей;
-
подгиб кромок, количество проходов, калибровка после прихваток;
-
требования по допускам (диаметр, овальность, прямолинейность);
-
подготовка кромок под сварку (строжка, фаска), контроль и возможная правка после сварки.
В среднем, для круглых и конических изделий вальцовка по времени часто быстрее и экономичнее, чем «нагонять радиус» серией мелких гибов, а качество поверхности и равномерность кривизны — выше.
Техническое задание на вальцовку
Чтобы рассчитать стоимость и срок, пришлите нам чертеж или эскиз и укажите:
-
Материал и толщину листа (марка стали, состояние поверхности).
-
Габариты заготовки или развертку (ширина × длина).
-
Диаметр/радиус готового изделия (уточните, внутренний, наружный или средний).
-
Длину образующей (высоту обечайки) и количество одинаковых деталей.
-
Требуемую точность: допуск по диаметру, допустимая овальность, прямолинейность образующей.
-
Подгиб кромок (минимизировать плоские участки, величина подгиба).
-
Подготовка кромок под сварку (фаска, притупление, зазор, припуск).
-
Ориентация направления проката (если критично).
-
Дополнительные операции: прихватка/сварка, калибровка после сварки, зачистка, контроль.
Если вам нужна вальцовка листового металла «под ключ» — от подгонки кромок до калибровки обечайки после сварки — команда «МСК МЕТАЛЛ» аккуратно и предсказуемо доведёт деталь до размеров. Присылайте задачу с указанием радиуса, длины образующей и требований к точности — предложим технологичный маршрут и понятную смету.
Услуги

- Радиусная гибка металла от 30 ₽ / метр
- Вальцовка металла от 200 ₽ / метр
- ЧПУ гибка металла от 20 ₽ / гиб
- Гибка нержавейки от 30 ₽ / гиб
- Гибка алюминия от 25 ₽ / гиб
- Гибка оцинковки от 20 ₽ / гиб
- Гибка толстого металла от 45 ₽ / гиб
- Гибка швеллера от 300 ₽ / метр
- Гибка уголка от 150 ₽ / метр
- Гибка двутавровой балки от 500 ₽ / метр
- Гибка отливов от 15 ₽ / гиб





